
Механизированный сварочный комплекс для наплавки тел вращения (валов) с осевой симметрией под слоем флюса
Описание
Установка с ЧПУ для наплавки валов под слоем флюса:
Длина вала, устанавливаемого на опоры: до 6.5 м
Длина наплавляемой части вала: 6 м
Диаметр вала, зажимаемого в патроне: 80 — 300 мм
Диаметр наплавки: 80 – 400 мм
Максимальная грузоподъемность: 1000 кг
Напряжение питания установки: 1х230 В
Напряжение питания источника питания: 3х380 В
Частота: 50 Гц
Потребляемая мощность установки (220В): ~ 1 кВт
Потребляемая мощность ИП (380В): ~ 69 кВт
Точность позиционирования: 0,5 мм
Управление: система ЧПУ
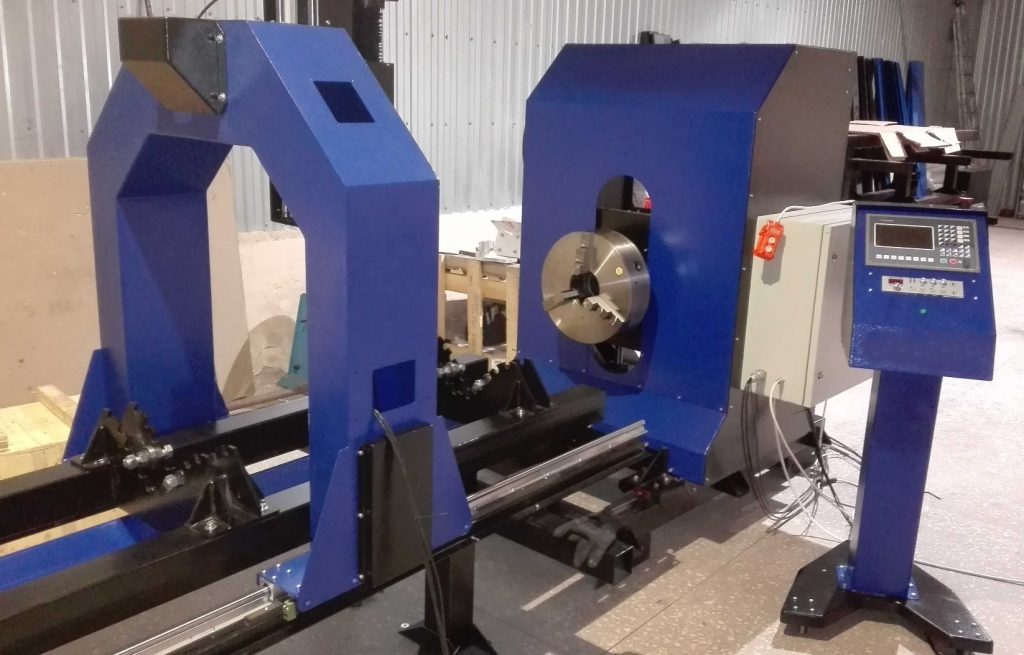
Внешний вид установки:
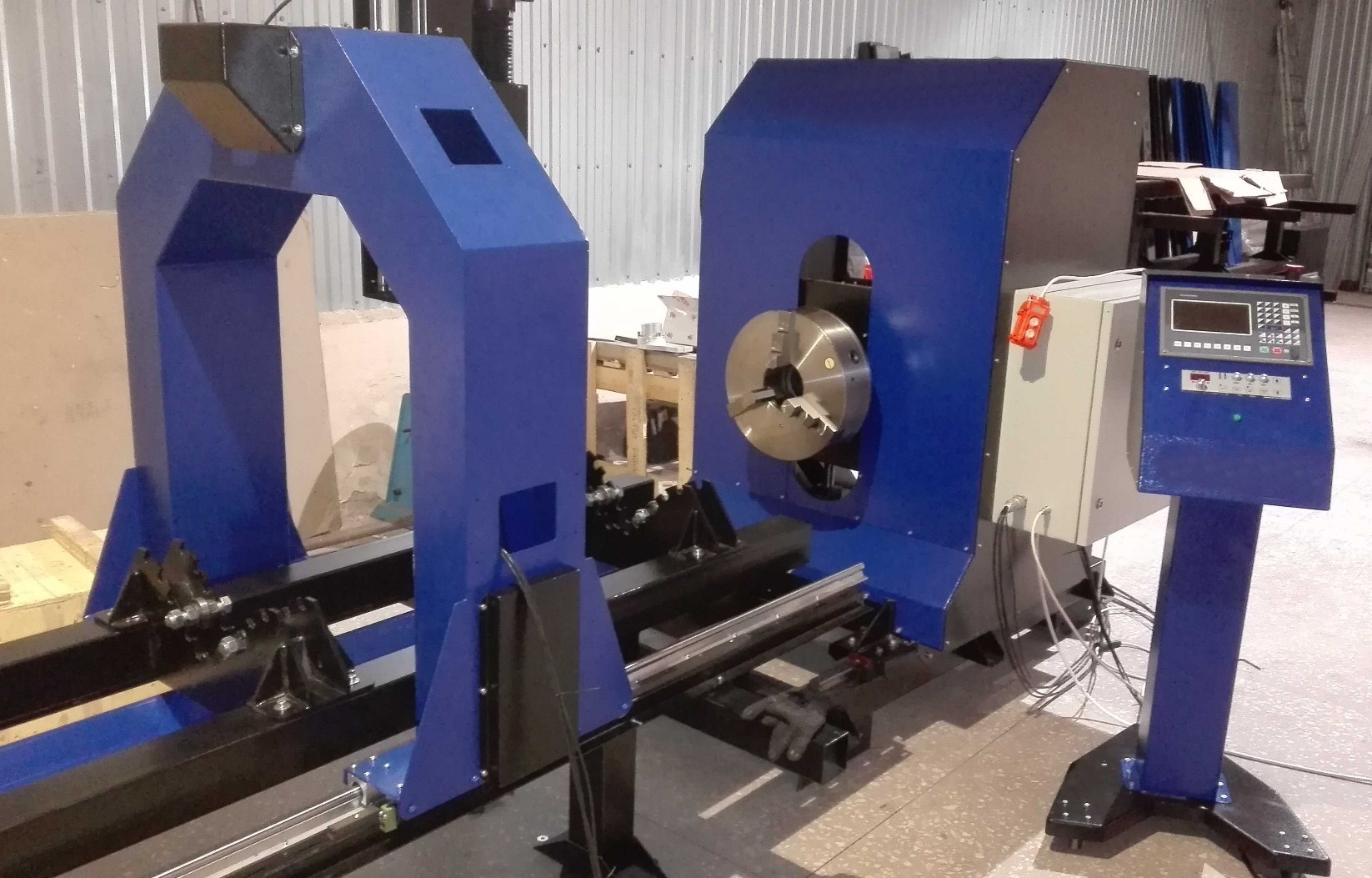
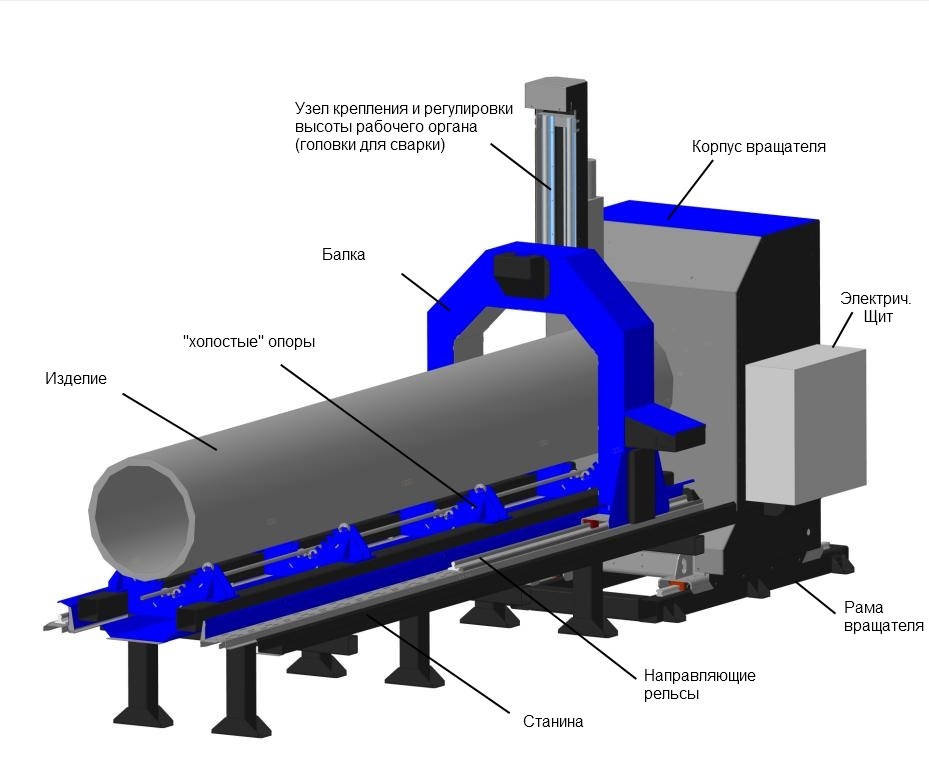
Основные части установки:
Вращатель CNC 1000
Вращатель грузоподъемностью 1000 кг, оборудован зажимным патроном для диаметров валов от 80 до 300 мм. Вращатель оборудован сервоприводом для вращения изделия со сварочной (наплавочной) скоростью, а также электроприводом подъема патрона на необходимую высоту для установки изделия.
Поддерживающие холостые ролики в количестве 4 шт. имеют возможность перемещения по длине для установки изделий разных типоразмеров. Количество роликов может быть оговорено с заказчиком.
Сварочная головка установлена на балке. Балка перемещается по высокоточным рельсовым направляющим длиной 6 м. Перемещение балки осуществляется на шаговых моторах с редукторами. Сварочная головка имеет возможность наклона от вертикальной оси +/- 30 градусов.
Для компенсации овальности вала предусмотрено механическое слежение за высотой головки с помощью ролика.
Во избежание высыпания сварочного флюса при наплавке валов диаметров 80, 110, 130, 300 мм предусмотрено приспособления для удержания флюса. По договоренности возможна комплектация установки приспособлениями для валов прочих диаметров.
Предусмотрена система подачи сжатого воздуха в зону наплавки для охлаждения изделия.
Источник питания ASAW 1250
Основные технические характеристики:
| Напряжение сети, В | 3Х380 +/- 20% |
| Потребляемая мощность, кВА | 69 |
| Потребляемый ток, А | 115 |
| Диапазон сварочного напряжения, В | 20-50 |
| Диапазон сварочного тока, А | 50-1250 |
| Диаметр проволоки, мм | 2.0-6.0 |
| ПВ 60 % при 40 градусах Цельсия, А | 100 |
| КПД, % | 89 |
Система ЧПУ
Система ЧПУ установлена на отдельной стойке. ЧПУ осуществлено на базе промышленного компьютера с сенсорным дисплеем. Программное обеспечение разработано специально для процесса наплавки. Работа вращателя и перемещения сварочной головки синхронизированы между собой и управляются с помощью ЧПУ. Настройка сварочного режима осуществляется с блока управления, установленного на стойке ЧПУ.

