Установки для сварки резервуаров на монтаже ORION
Предлагаем Вам рассмотреть предложение на установки для сварки резервуаров на монтаже. Данные установки представляют собой несколько видов специально сконструированных в нескольких вариациях самоходных кабин с размещением оператора внутри для сварки резервуаров в вертикальном и горизонтальном положении.
- ОБЩАЯ ИНФОРМАЦИЯ
- Возможности установок автоматической сварки резервуаров
Представляемые сварочные установки ORION обладают следующими возможностями:
— сварка горизонтальных швов резервуара под слоем флюса с 1 стороны;
— сварка горизонтальных швов резервуара под слоем флюса с 2-х сторон;
— сварка вертикальных швов резервуара в среде защитных газов с 1 стороны;
— защита оператора и зоны сварки от воздействия окружающей среды;
— производительность в несколько раз выше, чем у ручной сварки;
— повторяемость процессов и стабильно высокое качество сварных соединений.
1.2. Преимущества автоматических установок сварки резервуаров
Использование сварочных установок ORION обеспечивает следующие преимущества:
— производительность в несколько раз выше, чем у ручной сварки;
— повторяемость процессов и стабильно высокое качество сварных соединений;
— сокращение персонала;
— снижение зависимости качества соединений от квалификации сварщика;
— сокращение брака за счет использования систем слежения.
ВНИМАНИЕ! Представленные схемы и фотографии в данном ТКП носят информационный характер, не обязательно в точности соответствуют поставляемой установке и не могут являться предметом договора.
- КОНСТРУКТИВ И ВИДЫ УСТАНОВОК ДЛЯ СВАРКИ РЕЗЕРВУАРОВ
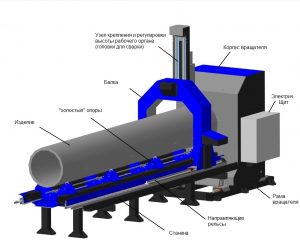
- Установка для сварки горизонтальных швов ORION II mini
Сварочная установка имеет следующие параметры:
| Параметр | Значение |
| Диаметр свариваемого резервуара | От 4 500 мм до 15 000 мм |
| Высота свариваемого листа | От 1 800 мм до 2 500 мм |
| Свариваемого толщина | 8 – 40 мм |
| Тип сварки | Автоматическая под слоем флюса |
| Источник сварочного тока и механизмы подачи | DC-600 (Lincoln Electric) |
| Механизм подачи сварочной проволоки | NA-3 (Lincoln Electric) |
| Блок управления | NA-3S (Lincoln Electric) |
| Пульт и шкаф управления | ORION |
| Горелка | ORION |
| Диаметр используемой проволоки | 2,0 – 5,0 мм |
| Габариты (ВхШхД) | 2950 х 1500 х 2450 мм |
| Масса | Не более 410 кг |
| Потребляемая мощность (без сварочных источников) | 4 кВт |
| Номинальное напряжение трехфазной питающей сети | 380 В |
| Номинальная частота питающей сети | 50 Гц |
| Давление в системе рециркуляции флюса | 6,3 бар |
| Расход сжатого воздуха системы рециркуляции флюса | Не более 30 л/мин |
| Привод линейного перемещения | электромеханический |
| Управление приводом | частотное |
| Скорость перемещения по кромке резервуара | 10 – 60 м/мин |
| Требуемое количество операторов | 1 чел |
| Длинна кабеля от сварочных источников до установки | 60 м |

Установка ORION mini предназначена для эксплуатации в условиях цеха.
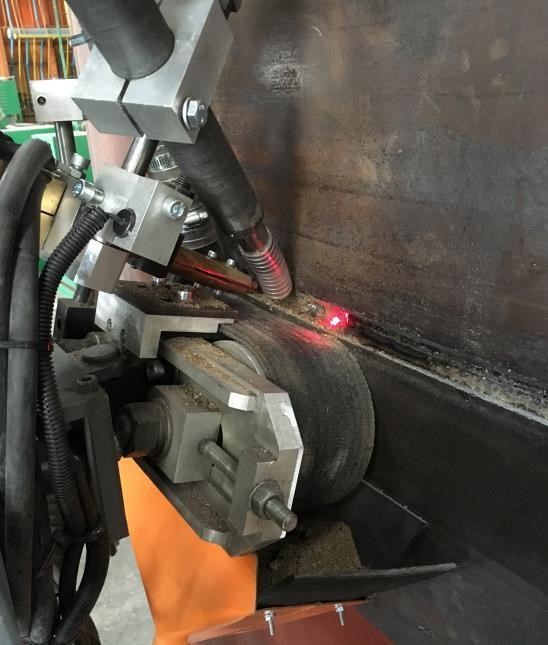
Сварка на установке производится с 1 стороны. Удержание флюса производится посредством специального ленточного конвейера.
Под ленточным конвейером установлен бункер для подбора флюса.
Сварочный источник располагается на земле в специальном защитном шкафе.
Установка также оснащена усиленными слайдами для регулировки положения наклона сварочной горелки.
Позиционирование производится с помощью лазерной указки.
Рекомендуемые сварочные материалы: проволока L-61 и флюс FX860 (Lincoln Electric).
- Установка для сварки горизонтальных швов ORION II
Сварочная установка имеет следующие параметры:
| Параметр | Значение |
| Диаметр свариваемого резервуара | От 5 600 мм до 25 000 мм |
| Высота свариваемого листа | От 1 800 мм до 3 000 мм |
| Свариваемого толщина | |
| Тип сварки | Автоматическая под слоем флюса |
| Источник сварочного тока и механизмы подачи | DC-600 (Lincoln Electric) |
| Механизм подачи сварочной проволоки | NA-3 (Lincoln Electric) |
| Блок управления | NA-3S (Lincoln Electric) |
| Пульт и шкаф управления | VABS |
| Горелка | VABS |
| Диаметр используемой проволоки | 2,0 – 5,0 мм |
| Масса | Не более 750 кг |
| Потребляемая мощность (без сварочных источников) | 10 кВт |
| Номинальное напряжение трехфазной питающей сети | 380 В |
| Номинальная частота питающей сети | 50 Гц |
| Давление в системе рециркуляции флюса | 6,3 бар |
| Расход сжатого воздуха системы рециркуляции флюса | Не более 30 л/мин |
| Привод линейного перемещения | электромеханический |
| Управление приводом | частотное |
| Скорость перемещения по кромке резервуара | 2 – 60 м/мин |
| Требуемое количество операторов | 2 чел |
| Длинна кабеля управления от сварочных источников до установки | 60 м |
Принцип работы установки ORION II аналогична ORION mini. Однако данная установка имеет ряд существенных отличий:
- Установка состоит из 2-х кабин, выполняющих одновременную сварку с внутренней и со внешней стороны резервуара;
- Установка может разделяться на 2 отдельные односторонние установки, работающие независимо друг от друга;
- Установка защищена от воздействия внешней окружающей среды посредством брезентового покрытия, либо алюминиевыми панелями;
- Гидравлический система разведения сторон

Вариант исполнения сварочной установки ORION II с защитой кабины алюминиевым профилем, вместо брезентового полога (фото с производства).Установка может дополнительно оснащаться следующим оборудованием: лебёдка, рация, бокс хранения запасных частей, система вентиляции и кондиционирования.

3.0. СВАРКА ВЕРТИКАЛЬНЫХ СТЫКОВ (опционально)
Для сварки вертикальных стыков резервуаров как правило применяется ручная сварка штучным электродом, либо полуавтоматическая сварка сплошной или порошковой проволокой. Для вертикальной сварки в установках ORION II предусмотрено 2 варианта компоновки: для полуавтоматической сварки в среде защитных газов и автоматической сварки в среде защитных газов.
3.1. Полуавтоматическая сварка вертикальных стыков
Для сварки вертикальных швов полуавтоматической сваркой в среде защитных газов применяется сплошная или порошковая проволока. Для этого в кабине предусматриваются крепления для сварочного источника, механизма подачи проволоки и газового баллона.
Стандартно установки ORION II оснащаются сварочным источником Speedtec 505SP с механизмом подачи PF-46 (Возможно комплектование сварочным оборудованием производства KEMPPI, FRONIUS или СВАРОГ)
| Параметр | Значение |
| Сварочный ток
ПВ |
20 – 500А
500А/39В/60% |
| Вес | 50 кг |
| Класс защиты | IP 23 |
| Типы сварки | Pulsed MIG
MIG/MAG Сварка порошковой проволокой РДС Lift TIG Строжка |
| Толщина проволоки | Сплошная
0,8 – 1,6 мм Порошковая 1,0 — 1,6 мм |
| Скорость подачи проволоки | 1,0 – 22 м/мин |
| Питание | 3 фазное
400В 50 – 60 Гц |
| Возможность подключения блока охлаждения Coolarc 46 | Да |
| Свариваемые стали | Обычные стали, теплоустойчивые стали, нержавеющие стали, хромомолибденовые стали, алюминий |

3.2. Продвинутая полуавтоматическая сварка вертикальных стыков
Для повышения производительности предлагаем использовать уникальный многофункциональный полуавтомат компании Lincoln Electric – модель Power Wave S500 с механизмом подачи PF-46 и блоком специальных режимов Advanced Module (Возможно комплектование сварочным оборудованием производства KEMPPI или FRONIUS)
| Параметр | Значение |
| Сварочный ток
ПВ |
5 – 550А
450А/36,5В/100% |
| Вес | 68 кг |
| Класс защиты | IP 23 |
| Типы сварки | Pulsed MIG
MIG/MAG Сварка порошковой проволокой РДС Строжка STT Rapid Arc Rapid X Power Mode Pulse-on-pulse Precision pulsed AC-TIG AC-TIG HF DC-TIG DC-TIG HF |
| Толщина проволоки | Сплошная
0,8 – 1,6 мм Порошковая 1,0 — 1,6 мм |
| Скорость подачи проволоки | 1,0 – 22 м/мин |
| Питание | 3 фазное
230/400В 50 – 60 Гц |
| Пульт и шкаф управления | VABS |
| Возможность подключения блока охлаждения Coolarc 55S | Да |
| Свариваемые стали | Все виды и типы обычных, высоколегированных, цветных и нержавеющих металлов и сплавов |

Благодаря режиму сварки STT источник Power Wave S500 позволяет сваривать корень шва с принудительным формированием обратного валика.
А использование режима Rapid-X для заполнения шва увеличивает скорость сварки до 17 м/мин и позволяет ускорить процесс сварки практически до уровня автоматической сварки под флюсом.
3.3. Автоматическая сварка вертикальных швов
Исключительно эффективным и производительным вариантом сварки вертикальных швов будет применение сварочной каретки Universal от компании BUG-O-MATIC. Данная каретка представляет собой универсальную, портативную, простую сварочную каретку со встроенной системой поперечных колебаний.
Каретка может использоваться для сварки или резки во всех пространственных положениях, в т.ч. для вертикальной, потолочной и круговой сварки, на рельсах любой жесткости / гибкости.

Каретку можно установить или снять с рельс на любом участке. Во время сварки можно регулировать скорость перемещения, амплитуду и скорость колебаний, а также задержку справа и слева.
При сварке возможна корректировка положения горелки с помощью специального регулятора.
Стандартный комплект поставки:
- Направляющая;
- Блок перемещения и поперечных колебаний с устройством крепления и регулировки положения горелки;
- Выносной пульт управления параметрами перемещения и колебаний.
Направляющие могут быть как жесткие, так и гибкие, как прямолинейные, так и кольцевые. Для сварки вертикальных швов рекомендуются жесткие прямолинейные направляющие с магнитным креплением на основе постоянных магнитов длиной 2.3 или 1.2м. Направляющие секции легко собираются на необходимую длину листа.
Блок перемещения быстро фиксируется на направляющей, оборудован электронно-управляемыми двигателями продольного и поперечного перемещения. Дополнительно может быть оснащен устройством слежения по вертикали за стыком механического типа.
Пульт управления может находиться в руках у сварщика или закрепляться на блоке перемещения. Пульт оснащен регулятором и цифровым индикатором скорости перемещения, переключателем формы колебаний, потенциометрами регулировки положения горелки, скорости и амплитуды колебаний. Ценно то, что сварщик может дистанционно корректировать положение горелки в поперечном, относительно шва направлении.
Каретка может использоваться совместно как со стандартным комплектом оборудования на базе Speedtec 505SP, так и с оборудованием на базе Power Wave S500. В последнем случае производительность и качество сварки будет равносильно таковым при сварке под слоем флюса.
4.0. Рекомендуемые сварочные материалы
Для горизонтальной автоматической сварки под слоем флюса рекомендуем применение проверенных материалов от компании Lincoln Electric:
Проволока L61 (либо СВ-08ГА-О) / флюс FX-860 — комбинация сплошной проволоки и флюса, предназначена для выполнения наружных и/или внутренних швов при автоматической сварке секций трубопроводов из труб класса Х42-Х60 API 5L. Имеет аттестацию в НАКС.
Для горизонтальной сварки рекомендуем применение следующие комбинации проволока/защитный газ:
- Проволока СВ-08Г2С-О + Ar 82%/CO2 18% — стандартная комбинация, позволяющая использовать высокоскоростные режимы сварки. Возможно применение защитного газа CO2, но уже без импульсных режимов.
- Проволока Innershield NR-233 – самозащитная сварочная порошковая проволока, позволяющая производить сварку во всех пространственных положениях без необходимости в использовании защитного газа. Удобно для использования установки VABS-II в полевых условиях монтажа. Для использования необходим специальный механизм подачи – LN23P и горелка – К406.
5.0. УСЛОВИЯ ПОСТАВКИ
5.1. Подготовка производственной площадки Заказчиком
Для первоначального монтажа установок, заказчик обязан подготовить производственную площадку в соответствии со следующими рекомендациями:
Заказчик предоставляет подвод электричества, сжатого воздуха, грузоподъемное оборудование (краны и т.д.), рабочие площадки и прочее для проведения монтажа оборудования.
Заказчик также предоставляет материалы для проведения испытаний и приемки оборудования.
Сварочные материалы для проведения заводских испытаний предоставляет компания «ПромИнн».
5.2. Испытания, программирование, обучение, комплект документов
Поставка сварочного установок подразумевает следующий комплекс услуг Заказчику:
Установки собираются и испытываются на работоспособность всех систем на заводе производителя.
Испытательные режимы, по которым проводятся испытания на заводе производителя прилагаются.
Услуги по подбору режимов сварки оплачиваются отдельно.
Пуско-наладочные работы, шеф-монтажные работы, обучение персонала в течении 1 недели входят в стоимость установок.
5.3. Документация.
Техническая сопроводительная документация на русском языке, в трех экземплярах, включая электронную версию на CD диске:
- Паспорт;
- Руководство по эксплуатации с перечнем компонентов и комплектующих;
- Чертеж общего вида;
- Монтажный чертеж;
- Электрическая принципиальная схема;
- Свидетельство НАКС;
- Ведомость ЗИП с указанием артикулов.