АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА ЕМКОСТЕЙ, СВАРОЧНЫЙ КОМПЛЕКС WC4040
Описание
АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА ЕМКОСТЕЙ
СВАРОЧНЫЙ КОМПЛЕКС WC4040
Назначение: широко применяются в котлостроительной, нефтехимической промышленности, в машиностроении, а также для изготовления баллонов высокого давления, в особенности для производства автоматической сварки внутренних и внешних продольных и круговых швов цилиндрических деталей. В производстве машин применяются передовые международные технологии, основные узлы станков изготовлены мировыми лидерами.

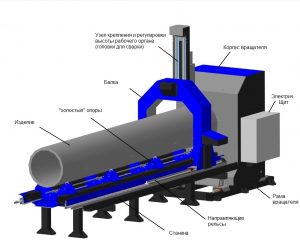
Фото 1. Пример. Сварочный комплекс WC5050 с навесным оборудованием ESAB, на рельсовом ходу. Роликоопоры на рельсовом ходу, грузоподъемность 80 т, с системой антидрифт.

Фото 2. Пример. Сварочный комплекс WC5050 с навесным оборудованием ESAB, на рельсовом ходу. Роликоопоры на рельсовом ходу, грузоподъемность 80 т, с системой антидрифт.

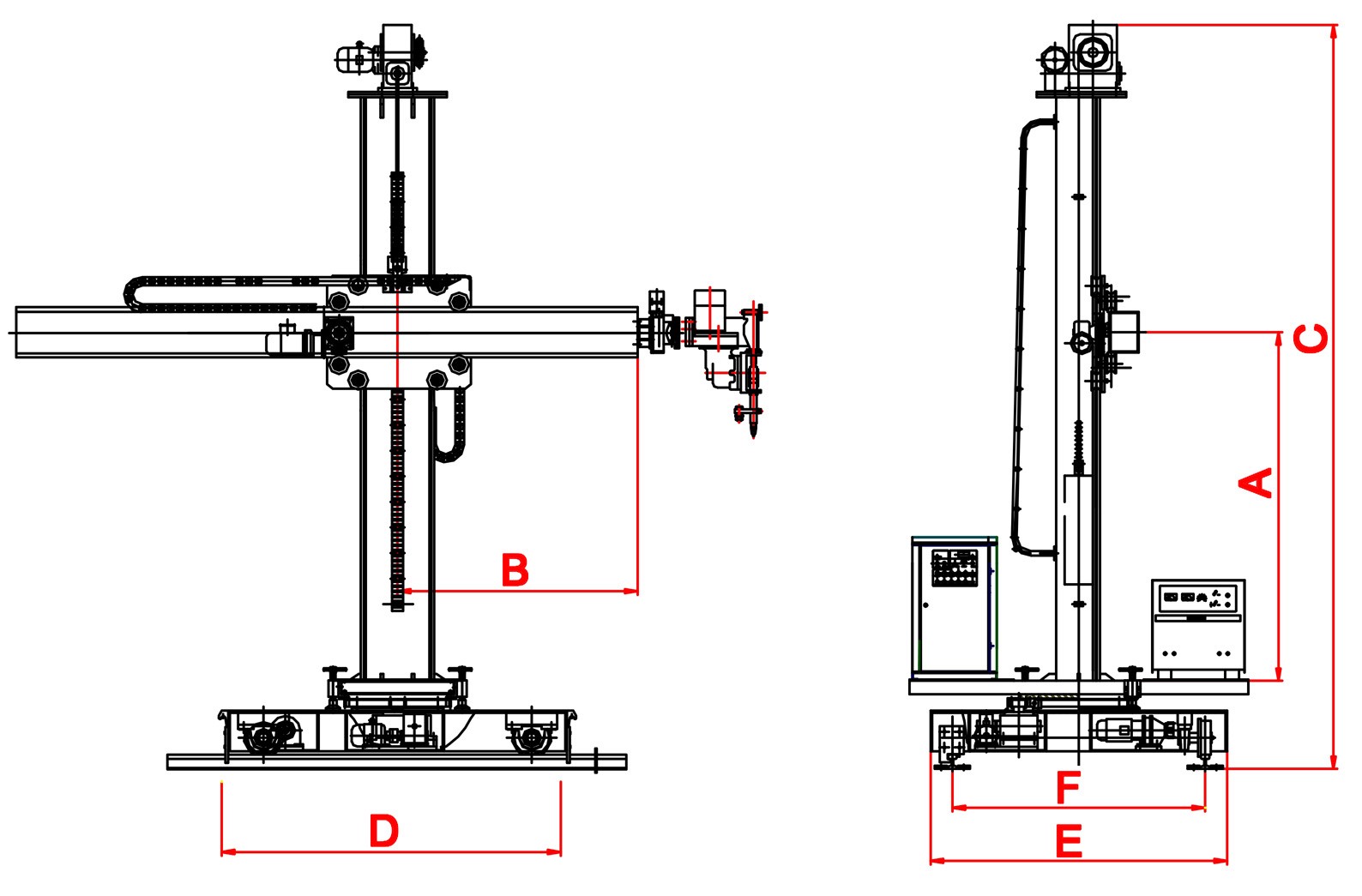
1. Технические характеристики
| Модель | Стрела | Колонна | Тележка | Мощность, кВт | ||||
| А, м | B, м | Скорость подъема стрелы, мм/мин | С, мм | Угол (±180) | D×E, мм | Колея F, мм | ||
| WС4040 | 4 | 4 | 1 | 5500 | Поворот с помощью электродвигателя или ручной | 2100×1900 | 1800 | 3,75 |
1.1. Навесное оборудование:
| Сварочное оборудование | Модель | 1 комплект производства Lincoln Electric (США): источник питания DC-1000, сварочная головка NA-3 или NA-5 |
| Скорость сварки, м/ч | 15-75 | |
| Диаметр проволоки, мм | 2.4-5 одна проволока (возможно установить блоки TWIN, наплавка лентой) | |
| Мощность, кВт | 50 | |
| Система слежения за швом | Модель | HMG-10 или аналог |
| Диапазон слежения, мм | 100 | |
| Скорость слежения, мм/мин. | 250 | |
| Погрешность, мм | ±0,3 | |
| Система рециркуляции флюса | Модель | FRU80 или аналог |
| Скорость рециркуляции, кг/мин. | 12 | |
| Дистанция рециркуляции, м | 16 |
Опции: сварочный осциллятор
- Характеристики конструкции
Станок главным образом состоит из: блока подъема стрелы, блока перемещения стрелы, блока вращения колонны, подвижной каретки, колонны, стрелы, сварочного оборудования, системы слежения, системы рециркуляции флюса и эл. системы (рис. 2).
2.1 Колонна и стрела имеют сварную конструкцию в форме балки переменного сечения с двойной направляющей, после сварки проведено снятие напряжение и конечная механическая обработка, обеспечивающая высокую точность.
2.2 Механизм подъема стрелы установлен на верхней части колонны и приводится в движение мотором, который приводит в движение червячный редуктор и цепь со звездочкой. Один конец цепи соединен с направляющим устройством стрелы, другой конец зафиксирован на балансире, расположенном внутри колонны для поддержания баланса колонны. Для предотвращения вреда от случайной поломки, на колоне для обеспечения безопасности и надежности управления установлен блокиратор.
2.3 На каждой поверхности корпуса стрелы установлены 8 групп рам шкива, рама шкива оснащена распределительным валом, который может обеспечить маневренность и прочность во время вылета и подъема стрелы. Обладает большой нагрузочной способностью, осуществляет хорошее соединение с поверхностью рельс, увеличивает плавность работы и снижает дрожание стрелы.
2.4 Вылет стрелы осуществляется при помощи двигателя переменного тока через червячный редуктор, приводящий в движение зубчатую рейку. Скорость настраивается при помощи инвертора, показывается на цифровом панельном измерительном приборе.
2.5 Колонна и тележка соединены вращающимся подшипником, который осуществляет вращение колонны на ± 180º.
2.6 Каретка устанавливается на конце стрелы и осуществляет движения вниз, вверх, вправо и влево.
2.7 Блок управления используется для включения и отключения питания, движения тележки вперед и назад, подъема стрелы, вылета стрелы и вращения колонны. Для удобного выполнения операций из электроблока управления выведен пульт управления, который оснащен потенциометром регулировки скорости стрелы, переключателем подъема стрелы, переключателем вылета стрелы, переключателем перемещения тележки вперед и назад и переключателем вращения колонны.
Блок управления сварочным аппаратом включает счетчик сварочного тока, сварочный вольтметр, сварочный потенциометр напряжения, кнопки подачи и возврата проволоки, кнопки начала и остановки сварки.
2.8 Безопасность, ремонтопригодность и простота управления: на задней части колонны установлена лестница, используется для упрощения смазки и обслуживания механизма подъема. Блокировочный механизм установлен внутри колонны. Концевые выключатели установлены на всех положениях движения, помогает избежать повреждений оператора и станка.
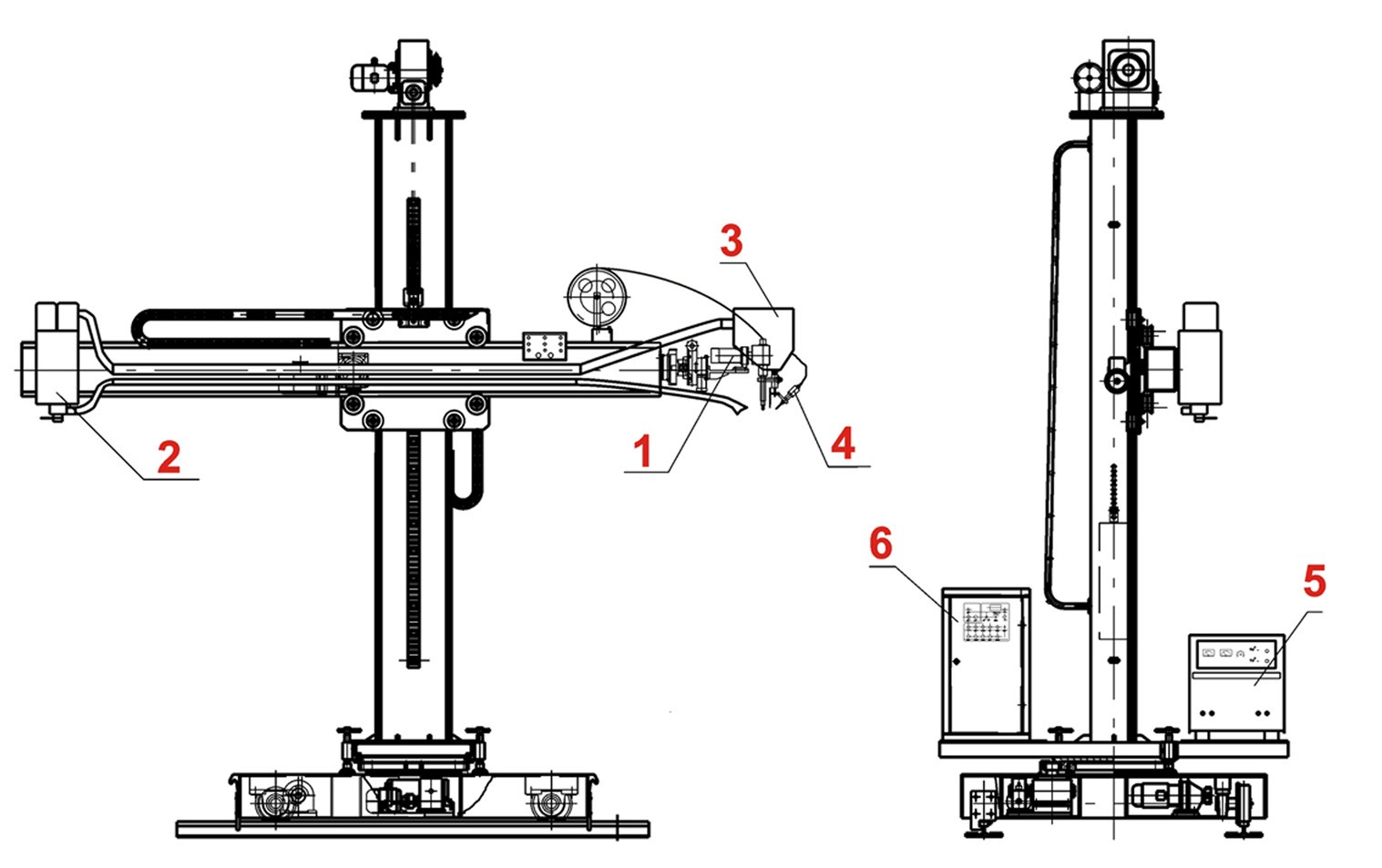
Рис. 2. Сварочный манипулятор с навесным оборудованием.
1 – каретка со сварочным пистолетом; 2 – система рециркуляции флюса; 3 – бункер для флюса; 4 – система слежения; 5 – пульт управления сварочным источником; 6 – панель управления манипулятором
- Самонастраиваемые вращатели,грузоподъемность 40 тонн
| Приводная секция вращателей состоит из основания, системы трансмиссии, рамы и ролика.
Два ролика на направляющей служат в качестве поддержки и являются не приводными. Вращение роликов осуществляется благодаря силе трения между роликами и рабочей деталью, таким образом, вращение обрабатываемой детали передает вращение и роликам. Этим обеспечивается синхронное вращение приводных и неприводных роликов. |
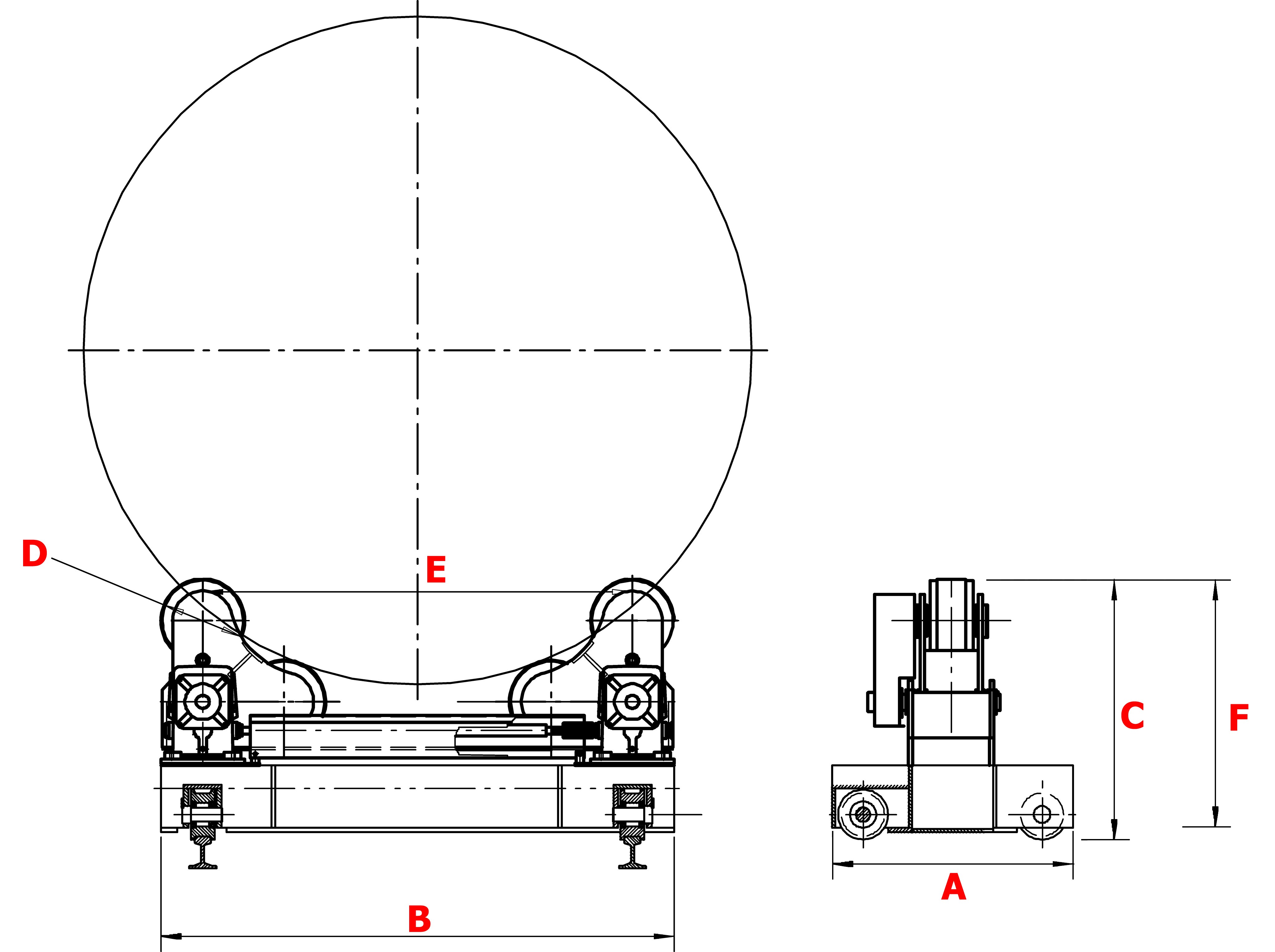 |
Основные характеристики:
| Макс. нагрузка, т | Размеры обечаек, мм | Линейная скорость вращения, мм/мин | Габаритные размеры, мм | Вес, кг | |||||
| A | B | C | D | E | F | ||||
| 40 | 800-4000 | 100-1000 | 900 | 2250 | 1200 | 400 | 1600 | 1050 | 4000 |
Примечание: F — размер стационарных вращателей.




Возможна поставка вращателя с установкой приводной и неприводной секций на стационарные подставки или рельсовые тележки. Это позволяет производить перемещение секций в зависимости от длины изделия.
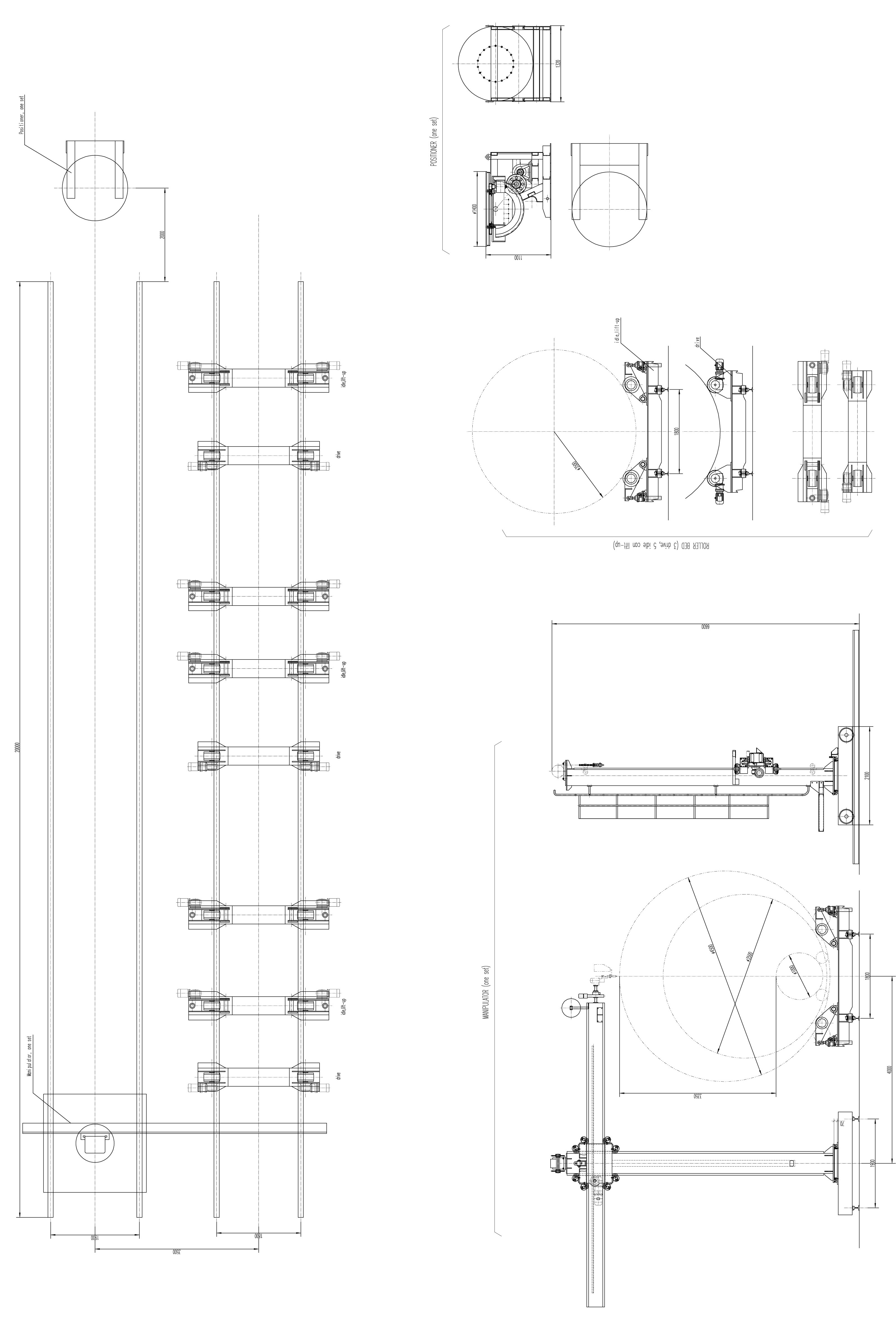 |
Рис. Схема сварочного комплекса WC4040. |