



Сварочная голова ESAB A2 Mini Master SAW Single
Описание
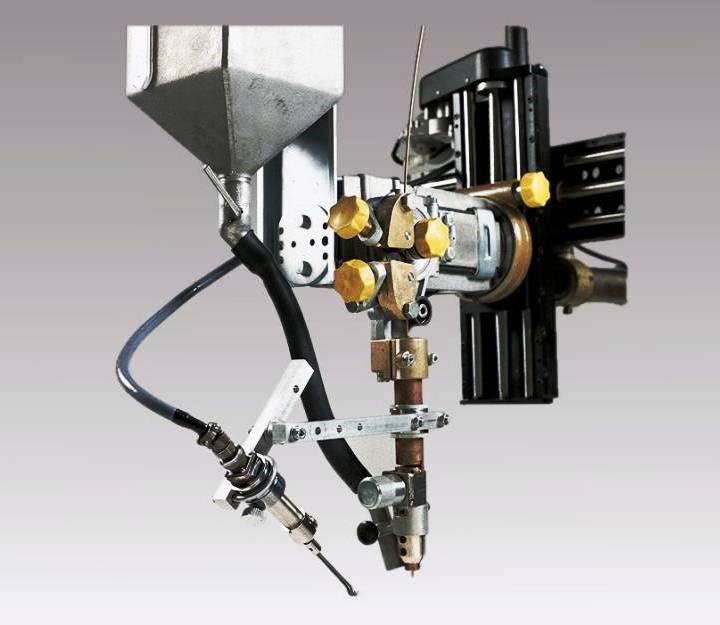
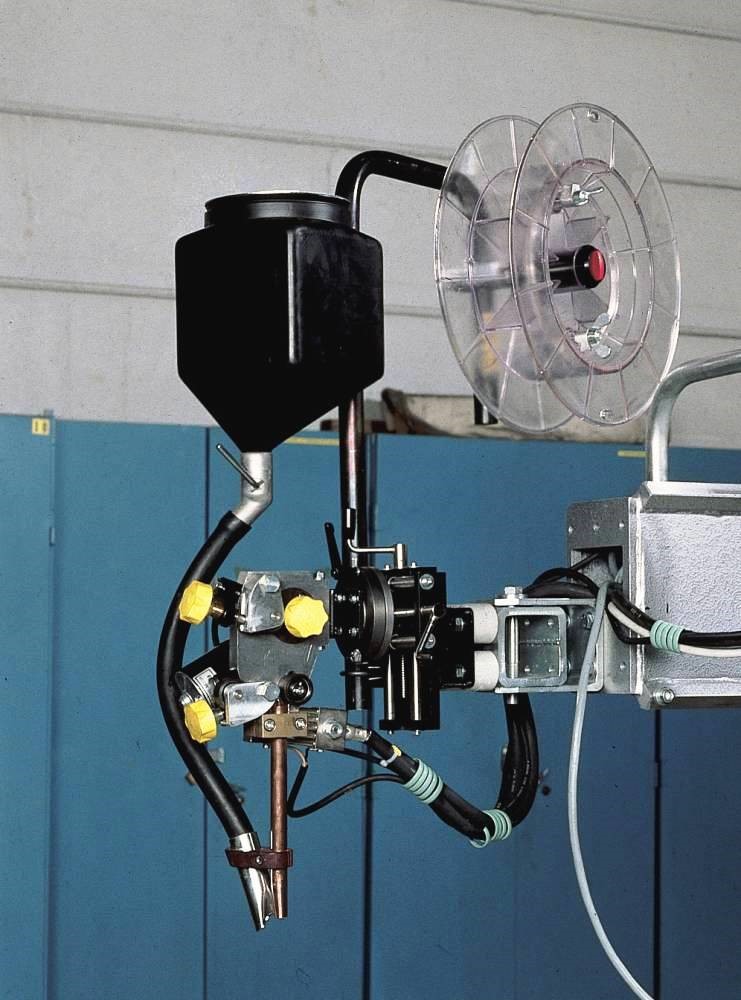
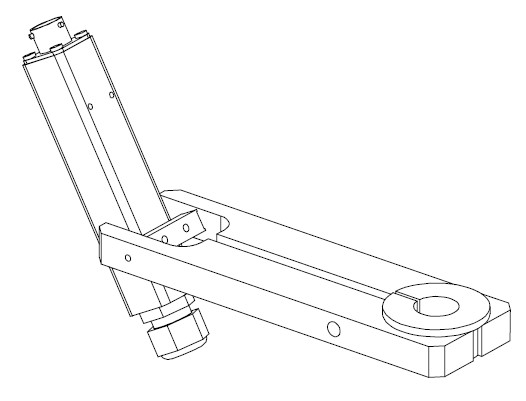
Сварочная голова ESAB A2 Mini Master SAW Single
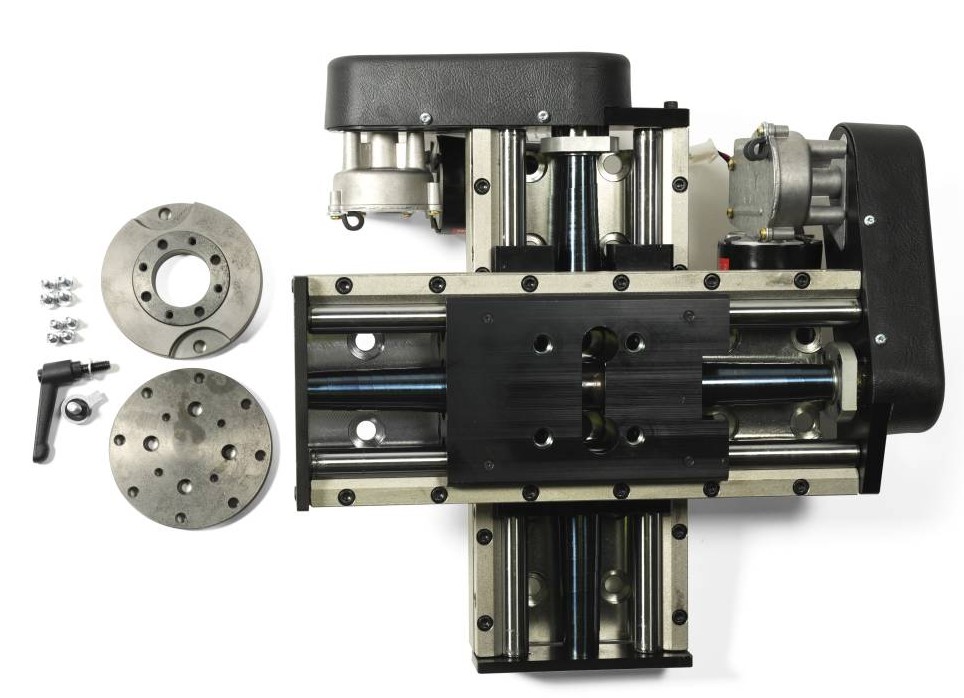
Представляет собой автоматическую сварочную систему, в конструкцию которой заложены требования малой массы, компактность, универсальность применения. Система собрана из стандартных компонентов. Степень автоматизации и тип сварочного процесса выбранного заказчиком базового узла может быть модифицирована в зависимости от конкретных условий работы. Соответствующие сварочные головки вместе с подходящими манипуляторами могут решить конкретные задачи, стоящие на производстве. Сварочная голова имеет суппорта для перемещения в вертикальной и горизонтальной осях. Суппорта могут быть с ручной регулировкой или моторизированными. Сварочная голова имеет возможность менять угол наклона в продольной и поперечной плоскости.
A2 Mini Master SAW Sing предназначена для сварки под слоем флюса в тяжёлых условиях с высокими требованиями к функциональности и надёжности. Вертикальный и горизонтальный суппорт с ручной регулировкой и специальные кольцевые слайды дают уникальную возможность 4-х осевого позиционирования сварочной головы сварного соединения.
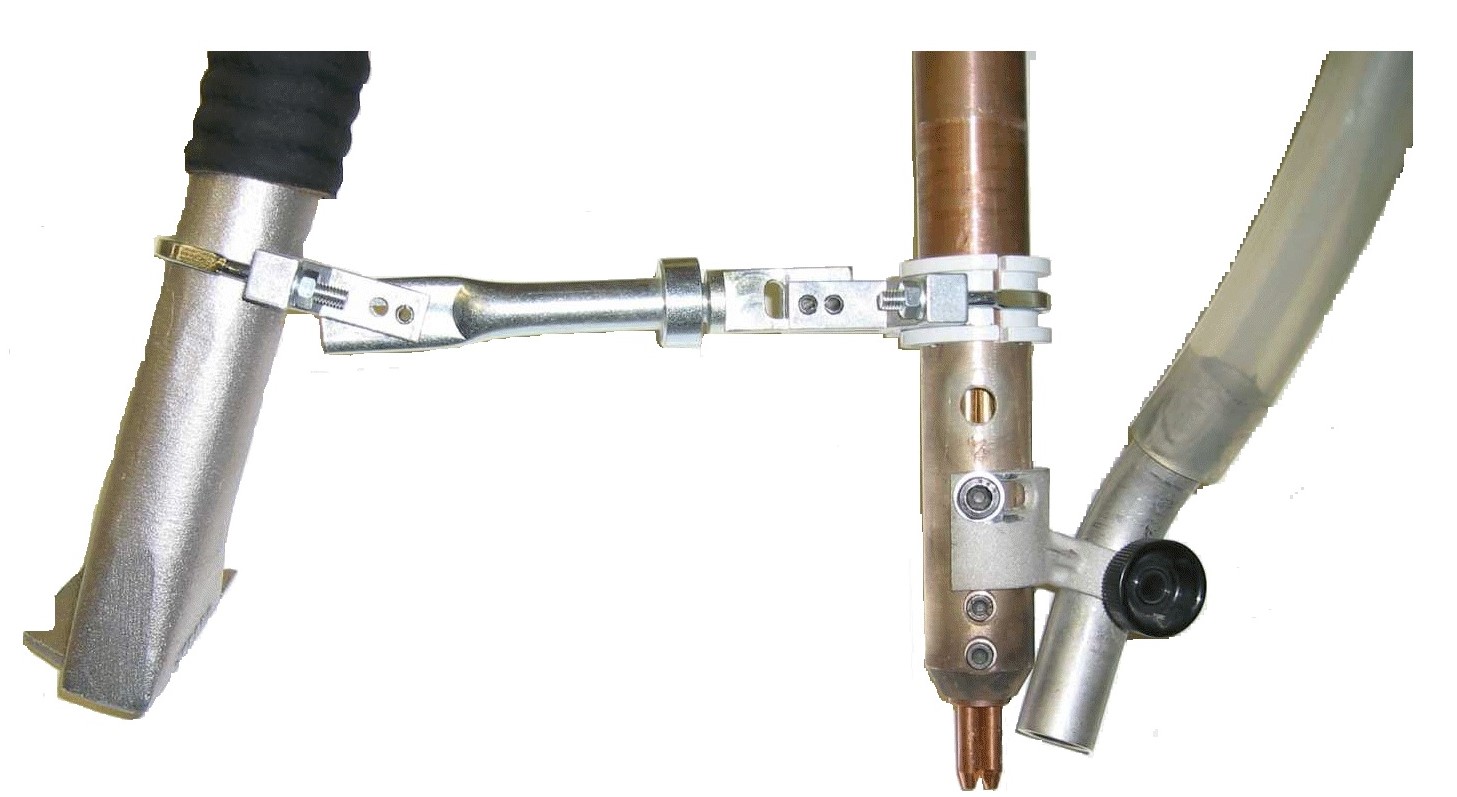
Оборудована подпружиненным игольчатым щупом для контроля положения сварочной головы относительно сварного стыка и флюсовым бункером 6 литров с возможностью установки системы рециркуляции флюса
Голову можно оснастить комплектами для сварки расщеплённой дугой и для сварки в защитных газах. Механизм подачи с устройством спрямления, обеспечивает стабильную и равномерную подачу проволоки, уменьшает износ контактных частей и повышает стабильность сварочных процессов.
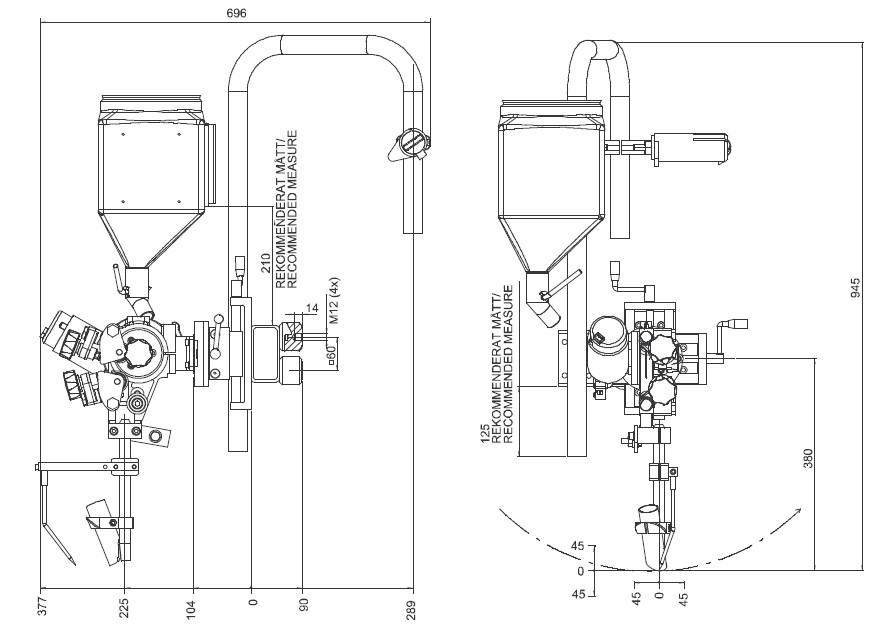
Базовые габаритные размеры
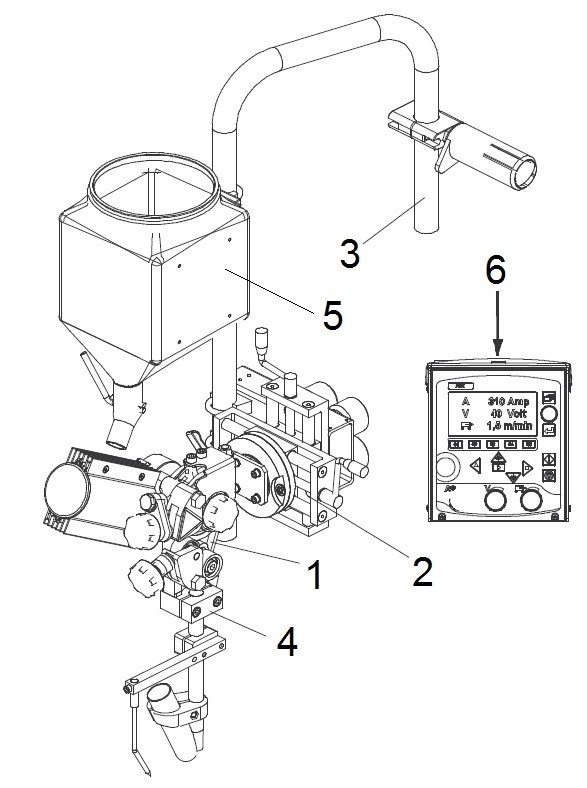
Комплектация A2 Mini Master SAW Single
- Подающий механизм
- Суппорта с ручной регулировкой, 2 х 90 мм
- Кронштейн со ступицей для проволоки
- Комплект кабелей, длина 5 метров
- Флюсовый бункер 6 л. с трубкой подачи флюса
- Блок управления РЕК
| Технические характеристики A2 Mini Master SAW Single | |
| Допустимый ток (ПВ100%), А | 800 |
| Сплошная одинарная проволока, мм | 1,6 – 4,0 |
| Порошковая проволока, мм | 1,6 – 4,0 |
| Скорость подачи, м/мин | 0,2 – 9,0 |
| Максимальная нагрузка, А | 1000 |
| Вертикальный ручной суппорт, мм | 90 |
| Горизонтальный ручной суппорт, мм | 90 |
| Макс. масса сварочной проволоки, кг | 2 х 30 |
| Объём бункера для флюса, л
(Запрещается загружать подогретым флюсом) |
6 |
| Вес (без флюса и проволоки), кг | 23 |
| Класс защиты | IP10 |
Блок управления РЕK
Автоматическая сварка применяется для повышения производительности и улучшения качества сварки. Вместе с тем, зачастую применение оборудования для автоматической сварки не решает вопрос повышения качества сварных швов и, на первый взгляд, при всех прочих равных, сварные швы не имеют стабильного качества. Это обусловлено тем, что на качество сварки влияют не только традиционно регулируемые сварочные параметры – напряжение и сила тока.
Основная особенность оборудования для автоматической сварки ESAB c блоками управления РEK состоит в том, что помимо основных сварочных параметров в блоке управления устанавливается ряд дополнительных, так же оказывающих существенное влияние на качество сварки. Микропроцессорное управление блока управления РЕК с CAN-шиной позволяет осуществлять постоянный контроль за всеми установленными параметрами. Эти особенности оборудования ESAB сводят вероятность возникновения дефектов к минимуму. Блок управления РЕК универсален, взаимозаменяем и подходит ко всем видам автоматического оборудования компании ESAB.

Русифицированный интерфейс. Позволяет быстро освоить полный набор функций блока управления.
Преднастройки режимов сварки. Позволяет выставить точные значения задаваемых параметров до начала сварки. Фактические сварочные параметры в процессе сварки могут иметь лишь незначительные отклонения, что обеспечивает соблюдение требуемой технологии и стабильность процесса в целом. Влияние человеческого фактора сведено к минимуму, так как отсутствует необходимость постоянного контроля за режимами и их корректировок в процессе сварки.
Память сварочных параметров, до 255 программ. Позволяет прописать в техническом процессе помимо сварочных параметров ещё и номер ячейки памяти. Данная возможность снижает время, затрачиваемое на настройку режимов, а так же позволяет быстро освоить оборудование и включаться в работу неопытным сварщикам, даже не имеющим опыта работы на оборудовании для автоматической сварки.
Ограничение доступа к изменению сварочных режимов – учётные записи пользователя, до 16 учётных записей. Особую важность с точки зрения обеспечения качества приобретает возможность защиты изделия от эксплуатации посторонними лицами. Отсутствие брака из-за несоблюдения технологического процесса.
Статистика производительности, до 100 последних сварок. Обеспечивает учёт общего времени горения дуги, общего объёма материала и количества сварных соединений. Отображает удельный объём расплавленного проволочного материала на единицу длины. Позволяет инженерному составу осуществлять промежуточный и посменный контроль работы сварщика-оператора
Журнал неисправностей. Индикация кода ошибки, позволяет быстро определить характер неисправности и оперативно её устранить. В случае необходимости визита сервисного инженера ESAB, инженер имеет полное представление о возможных причинах возникновения неисправности и устраняет её за один визит, снижая время простоя оборудования.
Установка предельных значений сварочных параметров, 50 ячеек памяти. Выполняет задание и контроль максимальных и минимальных значений сварочных параметров (напряжение, скорость подачи проволоки, сварочный ток, скорость перемещения трактора) для различных методов сварки. Обеспечивает отсутствие брака в швах в случае выхода предельных значений сварочных параметров за пределы установленных коридоров.
Универсальность. Возможность регулировок настроек параметров сварки под флюсом одной проволокой, двумя проволоками, сварки в защитном газе, строжки. Не требуется кардинальная переоснастка оборудования при необходимости изменения процесса сварки.
Возможность установки передаточного числа мотора-редуктора. Данная возможность необходима в случае переоснастки оборудования мотором-редуктором с передаточным числом отличным от базовой комплектации. В частности применяется при переоснастки сварочного оборудования со сварки под слоем флюса на сварку в защитном газе и наоборот.
Отображение значения тепловложения при выбранных сварочных параметрах. Помогает заранее определить возможные превышения значений термической деформации и перегрева зоны термического влияния, что может привести к недопустимому значению выгорания легирующих элементов и охрупчиванию околошовной зоны.
Управление файлами. Возможность сохранения и передачи данных через USB-носитель позволяет переносить сварочные параметры и заданные программы с одного блока управления на другой, а так же просматривать и редактировать программы на компьютере. Данная функция, в том числе сокращает время введения в работу нового оборудования.
Введение значений длины сварочных кабелей, их количества и сечение. Ввод значений обеспечивает компенсацию потери напряжения при заданных длинах и сечения кабелей.
Установка времени подачи газа до и после сварки. При сварке в защитном газе, обеспечивает защиту шва в начале и после процесса сварки. Последующее автоматическое отключение подачи газа осуществляет снижение его расхода.
Заполнение кратера. Обеспечивает предотвращение образования пор, термического растрескивания и образования кратера в сварном шве.
Отжиг проволоки. Отсутствие вероятности залипания проволоки в сварном шве и замыкания на контактный наконечник.
Наличие программируемых кнопок быстрого вызова. Позволяет вывести наиболее востребованные функции на кнопки быстрого доступа для сокращения времени настроек оборудования
Класс защиты IP 23. Защита от капель воды, падающих под углом до 60°.



Сварочный выпрямитель LAF 1001
Сварочные источники LAF предназначены для высокопроизводительной сварки и имеют отличные сварочные характеристики во всем диапазоне токов и напряжений. Обладает высоким КПД и силовым фактором. Особенно хороши характеристики первичного и повторного зажигания дуги.
Источники обеспечивают стабильную дугу, как на высоких, так и на малых величинах напряжения. Плавное регулирование напряжения дуги позволяет четко управлять сварочными параметрами. Выпрямители LAF обеспечивают стабильность дуги при очень малых величинах напряжений. Это значит, что они так же идеально подходят для сварки в среде защитных газов.
Источники оборудованы принудительным воздушным охлаждением и термостатической защитой от перегрева и электрической перегрузки. При срабатывании защиты на передней панели загорается желтый индикатор. Переустановка термореле защиты происходит автоматически при остывании источника до допустимой температуры.

LAF 1001
| Технические характеристики | LAF 1001 |
| Напряжение сети, В/Гц | 400/50-60 |
| Макс. нагрузки при ПВ 100%, А/В | 800 |
| Макс. сварочный ток при ПВ 60%, А | 1000 |
| Диапазон регулирования SAW, А/В | 100/22-1000/44 |
| Диапазон регулирования GMAW, А/В | 100/19-1000/44 |
| Плавная регулировка по току | шаг 1 А |
| Плавная регулировка по напряжению | шаг 0,1 В |
| Напряжение холостого хода, В | 53 |
| Мощность холостого хода, Вт | 130 |
| КПД при максимальном токе, % | 88 |
| Коэффициент мощности | 0,92 |
| Класс защиты | IP 23 |
| Класс применения | S |
| Габариты Д х Ш х В, мм | 646х552х1090 |
| Масса, кг | 330 |
Класс защиты
Класс защиты характеризует степень защиты от попадания воды и твердых частиц. Оборудования класса IP23 предназначено для работы как внутри помещений, так и на открытом воздухе.
Класс применения
Символ S указывает на то, что источник предназначен для помещений с увеличенной опасностью поражений электрическим током.
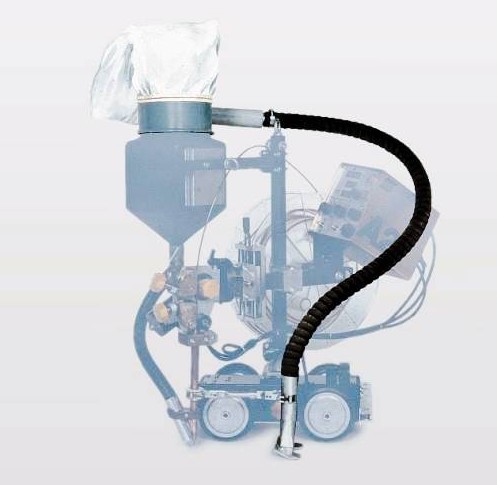
Опция. Система рециркуляции флюса OPC Basic
Система рециркуляции флюса OPC – ключ к повышению производительности оборудования для сварки под слоем флюса. Концерн ESAB предлагает линейку систем для подачи и рециркуляции флюса, которые легко интегрируются с оборудованием концерна и позволяют значительно увеличить производительность. Система рециркуляции флюса ОРС легко монтируется и проста в эксплуатации. Она совместима со стационарными и мобильными комплексами на базе головок для автоматической сварки серий А2 и А6. В основе работы системы лежит принцип разряжения с использованием сжатого воздуха. Избыток флюса не использованный в процессе сварки поступает в бак. Циклон сепаратор, размещённый на баке с флюсом, эффективно очищает флюс от грязи. Грязь скапливается в фильтре. Перед попаданием в бункер подобранный флюс проходит очистку через сито, для отделения от частиц шлака.

| Технические характеристики OPC Basic | |
| Максимальное рабочее давление, МПа | 0,6 |
| Расход воздуха при 0,4 Мпа, л/мин | 175 |
| Расход воздуха при 0,5 Мпа, л/мин | 225 |
| Расход воздуха при 0,6 Мпа, л/мин | 250 |
| Максимальная высота подъёма флюса, м | 0,8 |
| Максимальная рабочая температура, Со | 130 |
| Кратковременное температурное воздействие, Со | 170 |
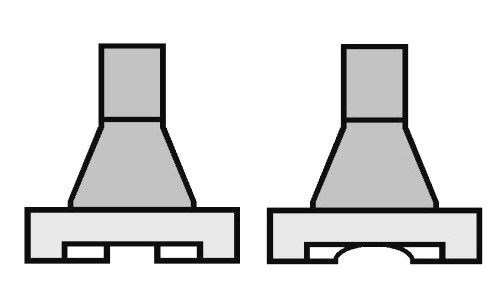
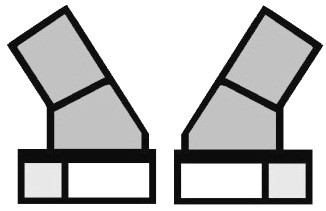
В комплект базовых (с фильтрующими мешками) систем рециркуляции флюса ОРС входит четыре всасывающих сопла – два угловых швов (левое и правое) и два для стыковых швов (под разные формы шва) и пять бумажных фильтрующих мешков.
Внимание: для работы необходим только сжатый, очищенный и сухой воздух, иметь максимальное давление 0,6 МПа (точка росы -30°C).
Опция. Системы осушки воздуха CRE 30 для систем рециркуляции флюса
Осушители сжатого воздуха CRE 30/60 предназначены для работы с системами подачи флюса ESAB. Сжатый воздух часто используется в промышленности как источник энергии. В большинстве случаев влажность воздуха не имеет принципиального значения. В сварочных работах сжатый воздух используется для транспортировки флюса. Наряду с другими мерами, направленными на уменьшение риска появления водородных трещин, необходимо, что бы влажность сжатого воздуха была минимальной.
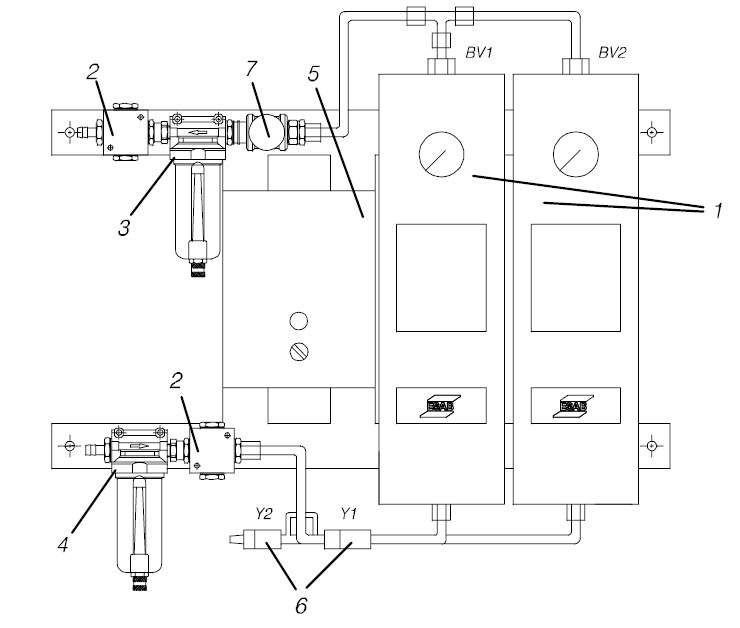

Осушители снижают риск появления водородных трещин. Предупреждают о превышении установленной влажности воздуха. Уменьшают конденсацию, снижают коррозию и появление сварочных дефектов в процессе и после сварки. Осушители работают на принципе абсорбции и деактивации холода. CRE 30/60 подключается к системе подачи сжатого воздуха цеха и их производительность достаточна для работы флюсоподающих и флюс подборочных систем.
| Технические характеристики CRE 30 | |
| Напряжение сети, В/Гц | 250/50-60 |
| Расход воздуха при давлении 0,1 Мпа, м3/ч | 30 |
| Максимальная точка росы при нормальных рабочих условиях, Со | — 26 |
| Масса силикагеля, кг | 10 |
| Максимальная допустимый расход воздуха через маслоотделитель, м3/ч | 60 |
| Максимальная рабочее давление, МПа | 0,6 |
| Максимальная давление воздуха при испытании, МПа | 1,0 |
| Максимальная температура входящего воздуха при нормальных условиях, Со | 30 |
| Габаритные размеры (Д х Ш х В), мм | 690 х 220 х 650 |
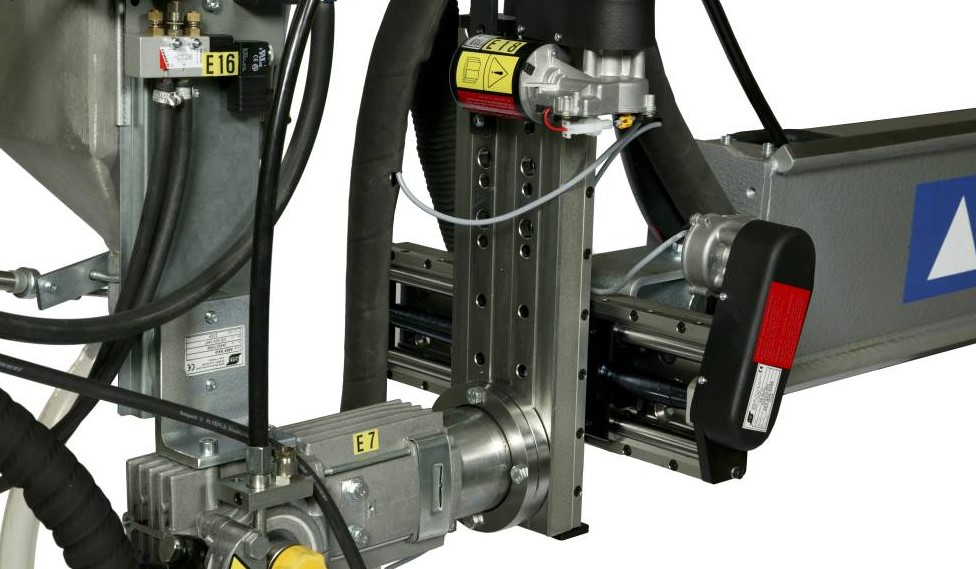
Опция. Система позиционирования PAV. Система слежения GMH
Системы позиционирования PAV и системы слежения GMH является важным элементом программы автоматизации сварочных работ ESAB. Предназначены для работы с высокоточными суппортами с сервоприводом и рассчитаны на тяжелый режим работы.
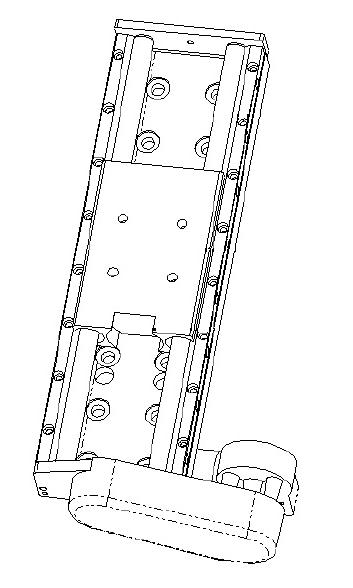
Суппорты с сервоприводом
Суппорты обеспечивают моторизированное перемещение сварочной головы по 2-м осям. В зависимости от производственных задач можно выбрать различные длины вертикального и горизонтального суппортов.
Максимальная допустимая (без опрокидывающего момента) нагрузка на каретку равна 150кг. (В любом монтажном положении суппорта). Максимальная допустимая нагрузка на каретку, вызывающая опрокидывающий момент зависит от монтажного положения суппорта.
Центр тяжести (груза) навесного оборудования может находиться на расстоянии от центра каретки внутри некоторой площади, образованной координатами и некоторой кривой (расчёты нагрузок приведены в инструкции по эксплуатации), в зависимости от монтажного положения суппорта.
Комплектация суппорта:
1. П-образное жёсткое основание
2. Каретка. Перемещается по двум штокам.
3. Шариковая-винтовая пара
4. Электродвигатель со встроенным червячным редуктором
5. Передача с зубчатым ремнём с фрикционной муфтой
| Технические характеристики Суппортов | |
| Напряжение питания, В | 42 |
| Люфт каретки при продольном направлении, мм | ±0,1 |
| Скорость перемещения, см/мин | 70 или 175 |
| Рабочая температура, оС | 80 |
| Длина перемещения, мм | 60 | 120 | 180 | 240 | 300 | 420 | 540 | 730 | 1030 |
| Общая длина, мм | 305 | 365 | 425 | 485 | 545 | 665 | 785 | 1025 | 1385 |
| Масса, кг | 11,5 | 13,2 | 15,0 | 16,7 | 18,5 | 21,9 | 25,4 | 30,9 | 38,8 |
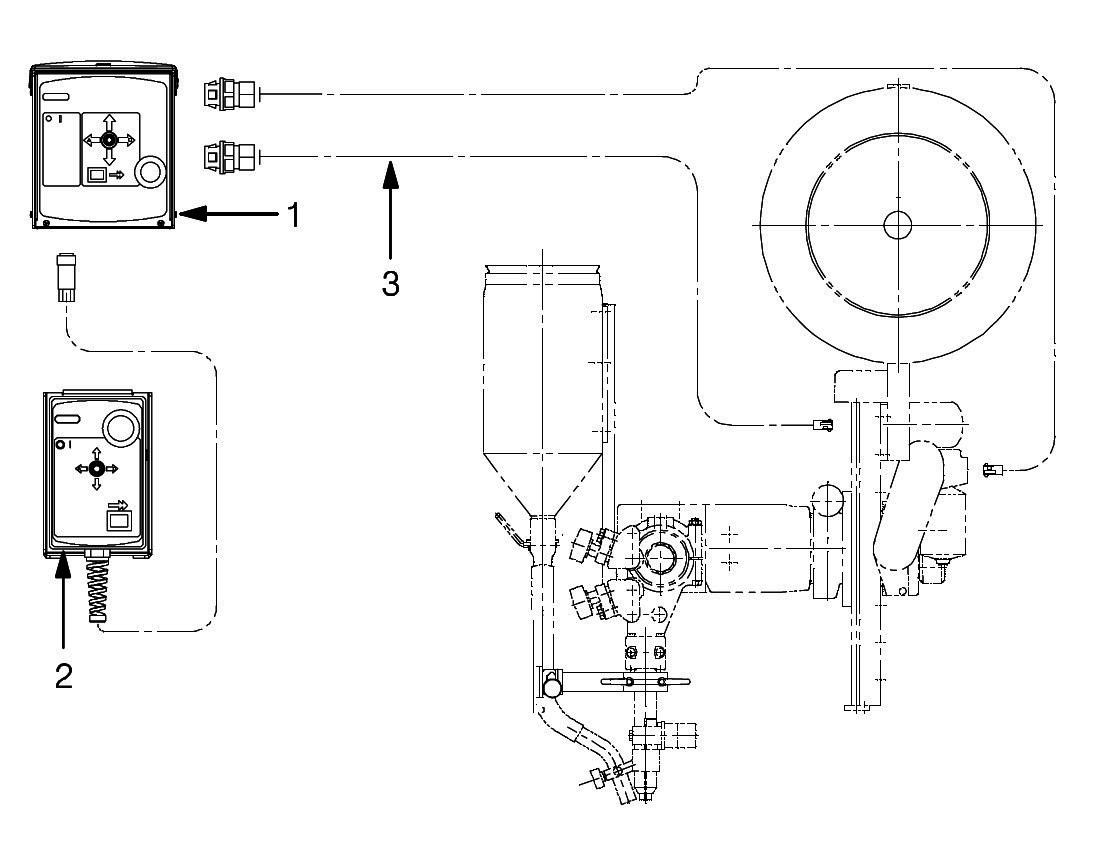
 Система позиционирования PAV
Система позиционирования PAV
PAV – система позиционирования с ручным управлением джойстиком. Позволяет дистанционно произвести точную настройку на сварочный стык и производить корректировки положения сварочной головы во время процесса сварки. Поставляются системы с управлением непосредственно с блока PAV или с пультом ДУ (кабель длиной 4 м).
В зависимости расстояния удалённости блока управления PAV до сварочной головы (суппортов с сервоприводами) выбираются кабели управления различной длины.

Комплектация системы PAV:
- Блок управления PAV
- Пульт ДУ
- Кабели управления суппортами



| Технические характеристики PAV | |
| Напряжение питания, В | 42 |
| Точность позиционирования, мм | ±0,1 |
| Рабочая температура, оС | от – 15 до + 45 |
| Максимальная влажность, % | 98 |
| Вес блока управления, кг | 6,2 |
| Вес пульта ДУ, кг | 2,7 |
| Класс защиты | IP 23 |
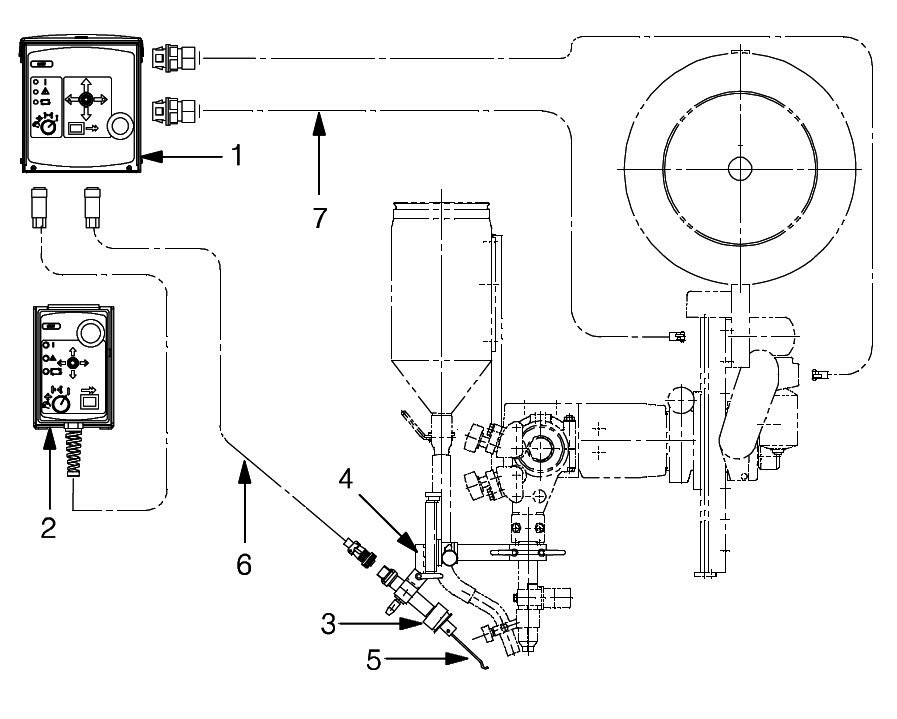
Система слежения GMH
GMH – тактильная система слежения по стыку, управляющая одним или двумя суппортами с сервоприводами. Применяется для различных видов автоматизированной сварки. Основной задачей системы GMH является слежение по стыку и соответствующая корректировка положения сварочной головки посредством подачи сигнала на перемещение моторизированным суппортам. Щупы системы в зависимости от поставленных задач имеют различную конструкцию и исключают явление параллакса.

Работает так же в режиме ручного управления джойстиком, что удобно для предварительной настройки на сварочный стык. Поставляются системы с управлением непосредственно с блока GMH или с пультом ДУ (кабель управления длиной 4 м). В зависимости расстояния удалённости блока управления GMH до сварочной головы (суппортов с сервоприводами и сенсора) выбираются кабели управления различной длины.
Комплектация системы GMH:
- Блок управления GMH
- Пульт ДУ
- Сенсор с суппортом
- Слайдеры настройки, 80 мм
- Щуп сенсора
- Кабель сенсора
- Кабели управления суппортами

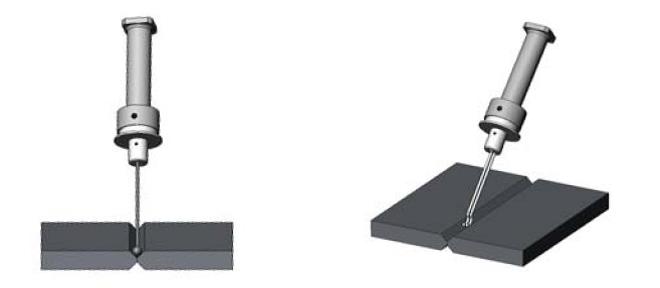
Щупы сенсора различных конфигураций
| Технические характеристики GMH | |
| Напряжение питания, В | 42 |
| Точность слежения, мм | ±0,1 |
| Рабочая температура, оС | от – 15 до + 45 |
| Максимальная влажность, % | 98 |
| Вес блока управления, кг | 6,2 |
| Вес пульта ДУ, кг | 2,7 |
| Вес сенсора с суппортом, кг | 2,2 |
| Вес щупа, кг | 0,6 |
| Класс защиты | IP 23 |
Опция. Зажимы обратных кабелей – «массы»
Качество зажимов «массы» порой имеет ключевое значение для стабильности работы оборудования и, соответственно, качества сварки. ESAB предлагает ряд зажимов для решения задач качественного замыкания электрической цепи, в том числе и скользящие «массы» для сварки кольцевых швов, предотвращающие перекручивание сварочных кабелей и увеличивающие срок службы.


| Технические характеристики | Нагрузка, А |
| Стандартный зажим обратного кабеля EG 600 | Максимум 600 |
| Скользящая «масса» обратного кабеля NKK 600. | Максимум 600 |
| Скользящая «масса» обратного кабеля NKK 800 | Максимум 800 |
| Скользящая «масса» обратного кабеля NKK 1200 | Максимум 1200 |
| Зажим K2 для NKK 600-1200, крепится к изделию | Максимум 1200 |
| Скользящая «масса» обратного кабеля NKK 2000 | Максимум 2000 |
| Зажим PZ 3для NKK 2000 | Максимум 2000 |
Опция. Лазерный целеуказатель промышленного применения
В базовой комплектации сварочная голова оснащена подпружиненным игольчатым целеуказателем. Лазерный целеуказатель – даже в помещении с недостаточной освещённостью чётко показывает отклонение от сварочного стыка, помогает минимизировать явление параллакса и вносить своевременные соответствующие корректировки положения сварочной головы с помощью суппортов. Устанавливается с помощью специального кронштейна. В зависимости от расстояния до источника питания комплектуются кабелями различных длин от 2 до 25 метров. Подключаются к блоку управления PEK.
| Технические характеристики Лазерных целеуказателей | |
| Подключение к сети, В | 5-24 ± 10% |
| Потребляемая мощность, мА | < 60 мА |
| Свет | Красный |
| Максимальная рабочая дистанция, м | 0,5 |
| Размеры (Ш х В х Д), мм | 25 х 27 х 157 |
| Класс защиты: | IP 23 |
Опция. Воронка удержания флюса.
Рекомендуется для компактного удержания флюса вокруг сварочной ванны и более экономичного его расхода.

Увеличение производительности при переходе от полуавтоматической сварки к процессу автоматической сварки под флюсом:
Условия:
- Горизонтальный шов, разделка 60°, V-образная, толщина металла — 10 мм
- Вес наплавленного металла: 0.76 кг/м
Режимы сварки:
- Полуавтоматическая: 250A, 28 V = 4.0 кг/час
- Автоматическая: 500A, 32V = 6.0 кг/час
- Скорость сварки (ручная): 5.2 м/час
- Скорость сварки (автоматическая): 7.9 м/час
Другие факторы, влияющие на производительность:
Фактор времени горения дуги – реальное время горения дуги в час при проведении сварки.
- Ручная: 20% (12 минут в час), длина заваренного шва 1.00 м/час
- Автоматическая – 75% (45 минут в час), длина заваренного шва 5,9 м/час
Увеличение производительности: 490 %
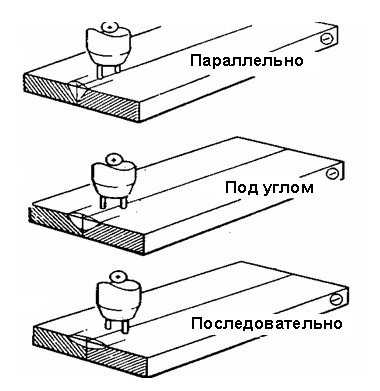
Увеличения производительности. Сварка расщеплённой дугой (TWIN)
Для улучшения показателей производительности, возможно, применить для сварочных голов А2 и А6 технологию TWIN (две проволоки – один источник тока и блок управления, использовав специальный комплект переоснастки. Технология TWIN значительно увеличивает производительность и снижает тепловложение при сварке, снижая деформации изделия. Позволяет регулировать форму сварного шва и глубину проплавления посредством расположения сварочных проволок относительно сварочного стыка. Так же, возможно изначально оснастить Beam-Travelling Carriage сварочной головой A6 Arc Master TANDEM (две проволоки – два источника тока и два блока управления)
Сравнение производительности наплавки различных методов сварки под флюсом
| Процесс | Комбинация проволок | Производительность наплавки кг/час |
| Одна проволока (Single-wire) | 1 х 4,0 мм | 12 |
| Расщепленная дуга (Twin-wire) | 2 х 2,5 мм | 19 |