Сварка в узкую разделку по технологии Kemppi RGT
Уменьшение угла разделки может значительно увеличить эффективность и производительность сварки тяжелых металлоконструкций. Традиционная сварка в узкую разделку может быть применена с большинством сварочных процессов, но имеет недостаток – практически невозможна без специально предназначенного для этого оборудования. Чтобы преодолеть это ограничение, Kemppi разработала новое решение Reduced Gap Technology (RGT). Эта технология позволяет проводить эффективную и стабильную сварку в узкую разделку без необходимости специального оборудования или аксессуаров для материала толщиной до 30 мм. RGT сочетает в себе интеллектуальное управление дугой высокотехнологичным источником питания Kemppi, механизм подачи проволоки и средство механизации.
RGT изменяет наше представление о сварке в узкую разделку
При сварке в узкую разделку угол разделки, как правило, меньше 20 градусов вместо стандартных 45 — 60 градусов. Это приводит к уменьшению числа сварных проходов, необходимых для сварки соединения, а также сокращает время и расход присадочного материала. Уменьшение угла разделки делает материал, помимо прочего, менее подверженным искажению и менее склонным к поводкам. Другими словами, уменьшение объема разделки положительно влияет на качество сварки, эффективность и производительность труда.
Однако уменьшение угла разделки также делает сварку более сложной. В узкой разделке трудно контролировать сварочную дугу, это может привести к проблемам с качеством, если вы не приобретёте специальную сварочную горелку и аксессуары.
Для сварки MIG / MAG в узкую разделку при толщине металла менее 30 мм, технология Кемппи RGT является идеальным новым решением. Она позволяет использовать стандартное сварочное оборудование и сварочное ПО для сварки в узкую разделку стыковых и угловых швов. RGT сочетает в себе преимущества программ WisePenetration и Wise Fusion (сварочное оборудование FastMig) и систем механизации сварки A5 MIG Rail System 2500.
Система управления обеспечивает постоянную мощность и точную фокусировку дуги
В основе решения Kemppi RGT лежит самая передовая система управления сварочной дугой, которая обеспечивает стабильную мощность дуги при расстоянии вылета электрода до 30 мм. Кроме того, система адаптивно регулирует дугу для сохранения её плотности энергии на максимальном уровне (рисунок 1). Короткая, стабильная и эффективная дуга сводит к минимуму риск неполного проплавления и непровара, так как дуга всегда сосредоточена именно в нужной точке разделки. Система управления RGT обеспечивает стабильную сварку в узкую разделку материалов толщиной до 30 мм без необходимости использования специального оборудования или аксессуаров.
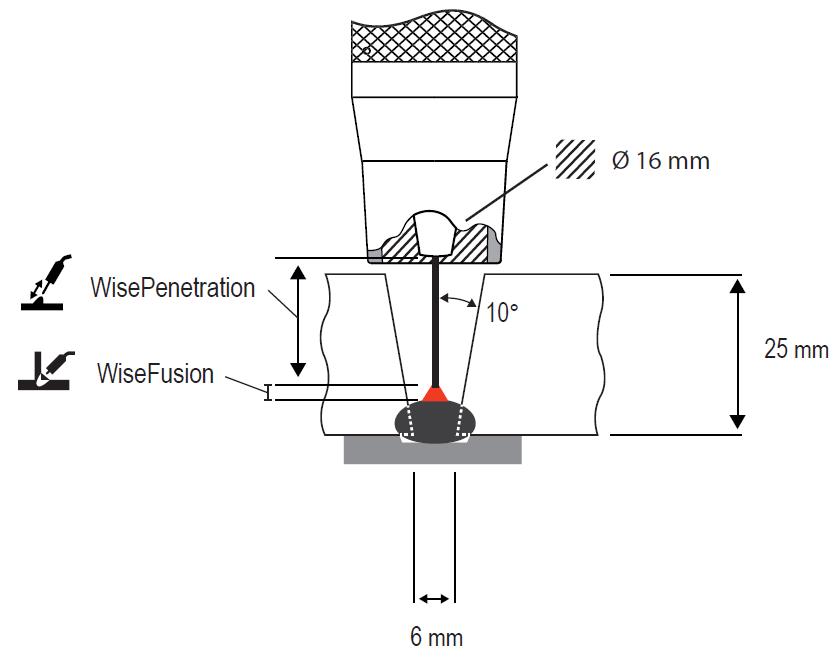
Рисунок 1. Принцип работы системы RGT заключается в том, что WisePenetration поддерживает стабильную мощность дуги независимо от изменения вылета электрода, в то время как WiseFusion обеспечивает адаптивное регулирование, которое концентрирует дугу и сохраняет её максимально короткой.
Преимущества применения технологии Kemppi RGT
Сварка в узкую разделку имеет множество положительных сторон. Помимо имеющихся позитивных моментов решение Kemppi RGT обладает дополнительными преимуществами, которые в еще большей степени способствуют снижению затрат и добавленной стоимости:
- потребность в инвестициях снижается, поскольку никакого специального оборудования не требуется при сварке материалов толщиной до 30 мм;
- WiseFusion сохраняет дугу стабильной, улучшает контроль сварочной ванны и уменьшает влияние магнитного дутья: это уменьшает риск неполного проплавления и непровара, что приводит к снижению затрат на ремонт;
- WisePenetration сохраняет мощность дуги постоянной, независимо от изменений вылета электрода: это позволяет обеспечить более высокую скорость сварки и коэфициент наплавки, что, в свою очередь, приводит к сокращению затрат на персонал;
- высокая плотность энергии WiseFusion сводит к минимуму тепловложение, что повышает ударную вязкость высокопрочных сталей и уменьшает деформацию, поэтому сокращается необходимость в правке;
- WiseFusion сохраняет длину дуги стабильной: пользователю не нужно настраивать его, что сокращает время сварки и повышает производительность;
- сварочная каретка А5 MIG Rail System 2500 оптимизирована для использования с источниками питания Fast Mig; питание к каретке подается через специальную горелку Kemppi без дополнительных кабелей, это позволяет быстрее настроить оборудование и повысить производительность; дистанционное управление A5 МIG Rail System 2500 обеспечивает быструю и легкую регулировку функций каретки и параметров сварки источника питания; таким образом, оператор может сосредоточиться на контроле сварки. В результате, мы можем говорить о снижении количества сварочных дефектов и затрат на ремонт.
Потенциал экономии согласно данным первичного тестирования WPS
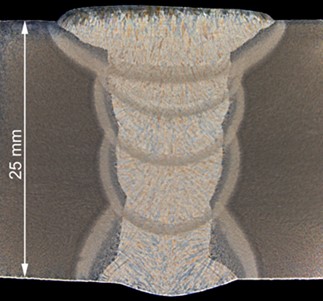
Сварка в узкую разделку по технологии Kemppi RGT продемонстрировала хорошие результаты при угле разделки в 20° и толщине материала до 30 мм. Данные pWPS (Preliminary Welding Procedure Specification – Первичная Спецификация сварочной процедуры), представленные на Рисунке 2, были подтверждены испытаниями, проведенными в соответствии с квалификационными стандартами тестирования сварочных процедур. Данные pWPS содержат всю информацию, необходимую для использования технологии Kemppi по сварке в узкую разделку на производстве. Данная Спецификация демонстрирует результаты работы со стыковым соединением с углом скоса 20 ° и толщиной 25 мм. На Рисунке 3 показан расчет потенциальной экономии, достигаемой при этом методе. Меньший угол (20°) приводит примерно к 25-процентному сокращению объёма наплавляемого материала в сравнении с углом в 45 °.
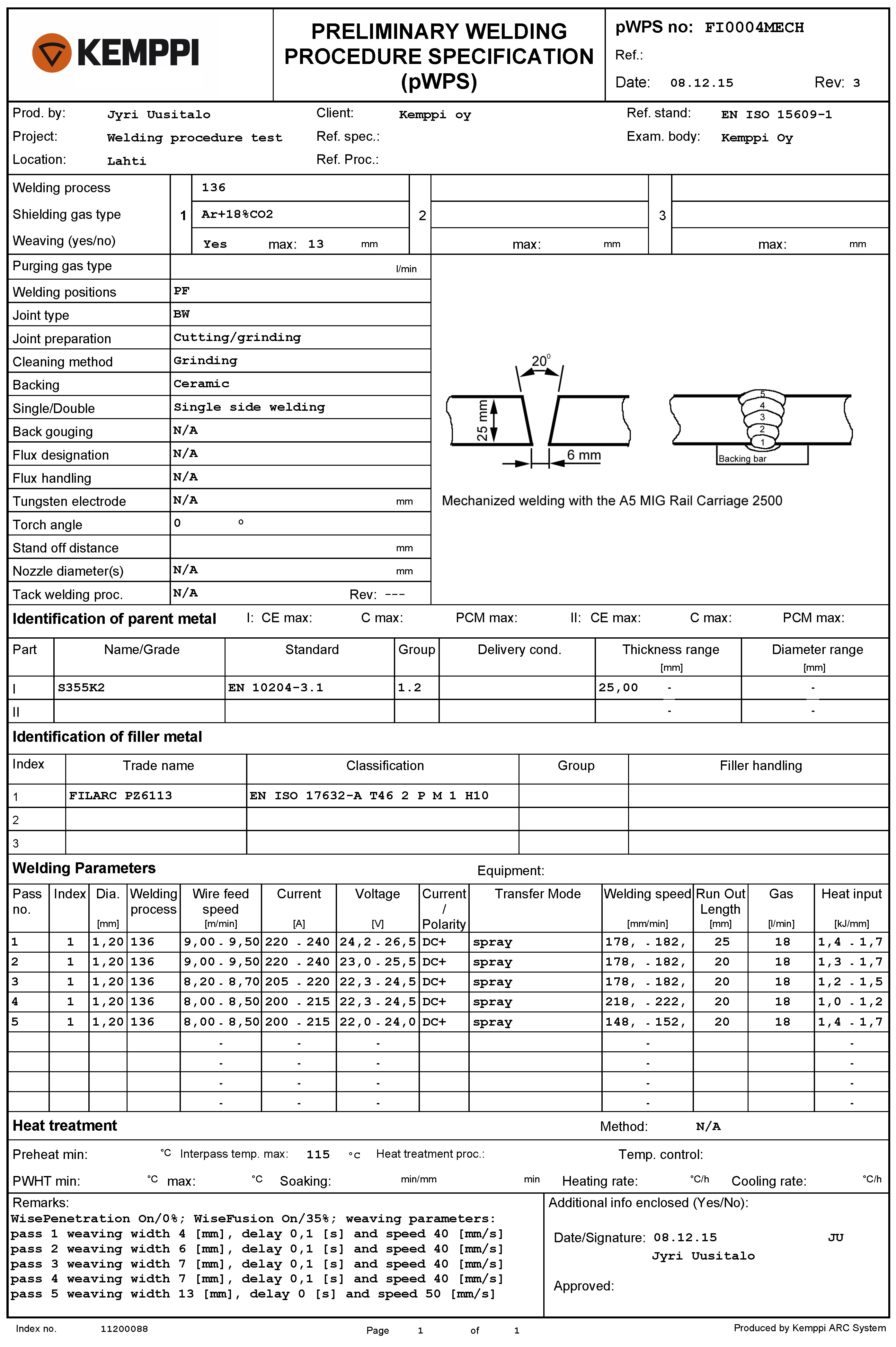
Рисунок 2. pWPS сварки стыкового соединения в узкую разделку.
 |
|
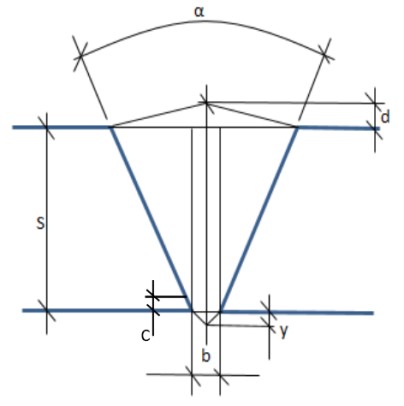
| Габариты кромок | Стандартная 45° | Новая 20° |
| Толщина материала | s = 25.0 мм | s = 25.0 мм |
| Угол скоса | α/2 = 22.5° | α/2 = 10° |
| Зазор | b = 4.0 мм | b = 6.0 мм |
| Притупление | c = 1.5 мм | c = 0 мм |
| Усиление корня | y = 2.0 мм | y = 2.0 мм |
| Усиление | d = 2.0 мм | d = 2.0 мм |
| Объём разделки | A = 372 мм² | A = 281 мм² |
| Наплавленный металл | G = 2.9 кг/м | G = 2.2 кг/м |
Рисунок 3. Преимущества технологии сварки в узкую разделку Kemppi RGT с точки зрения объема разделки и наплавленного материала. Угол 45° включает в себя 1,5 мм притупление(с). Учитывается также разница зазора (b). При разделке 20° притупление отсутствует.
Аппаратные и программные оставляющие технологии RGT
Технология сварки в узкую разделку доступна на аппаратах Kemppi FastMig KMS, FastMig M, FastMig Pulse и FastMig X. Использование этого решения требует, чтобы сварочный аппарат был оснащен программными продуктами WisePenetration и Wise Fusion. Необходимые программные продукты Wise легко приобрести и установить после приобретения сварочного аппарата. Чтобы повысить удобство и эффективность сварки, рекомендуется использовать эту технологию с A5 MIG Rail System 2500 (см. Рисунок 4).

Рисунок 4. A5 MIG Rail System 2500: каретка, направляющая, сварочный аппарат FastMig и встроенный пульт дистанционного управления для управления всей системой.
ВЫВОД
Технология RGT для сварки в узкую разделку, разработанная Kemppi, основана на интеллектуальной системе управления, которая сохраняет мощность дуги независимо от расстояния вылета электрода. Кроме того, система адаптивно контролирует дугу для сохранения её плотности энергии на максимальном уровне. Короткая и стабильная дуга сводит к минимуму риск неполного проплавления и непровара, так как дуга всегда сосредоточена именно в нужной точке разделки. Система управления обеспечивает сварку в узкую разделку материалов с толщиной до 30 мм с углом скоса 20° и без необходимости использования специального оборудования или принадлежностей. Меньший объём разделки приводит к значительной экономии средств за счет сокращения времени сварки и расхода присадочного материала. Этот метод прекрасно подходит как для стыковых, так и для угловых соединений независимо от пространственного положения сварки. Таким образом, применение системы А5 MIG Rail System 2500 позволяет повысить удобство и оптимизировать скорость сварки.